Для чего предусмотрены ремонтные размеры коленвалов?
Снимаем крышку шатуна вместе с вкладышем
Отсоединяем от коленвала остальные шатуны и сдвигаем их вверх
Вынимаем вкладыши из шатунов и их крышек.
Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленвала
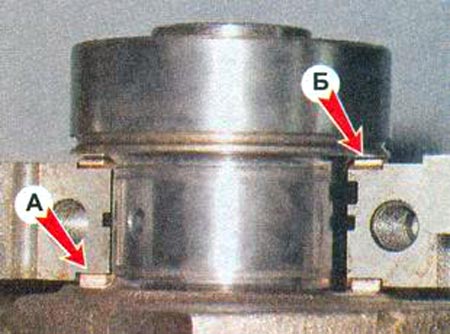
Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А — сталеалюминевое, а заднее Б — металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.
Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленвал из картера двигателя. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.
Для замены вынимаем вкладыши коренных подшипников коленвала из блока цилиндров и крышек. Если износ или овальность больше 0,03 мм, то шейки коленвала необходимо прошлифовать в специализированной мастерской, где имеется в наличии необходимое оборудование (там же необходимо проверить осевое биение основных поверхностей коленчатого вала). После шлифовки коленвала, повторно измеряем диаметры шеек коленвала для определения ремонтного размера вкладышей.
Микрометром измеряем диаметры коренных и шатунных шеек коленвала и сравниваем с данными, приведенными в таблице.
Основные размеры шатунных и коренных шеек коленчатого вала и их галтелей
Установка коленвала на автомобиль
Промываем коленвал в керосине и продуваем сжатым воздухом его внутренние полости. Устанавливаем новые вкладыши коренных подшипников коленвала номинального или ремонтного размера. На наружной цилиндрической поверхности вкладышей выбиты цифры, указывающие ремонтный размер: 025 — первый ремонтный, под шейку коленвала, уменьшенную по диаметру на 0,25 мм. Соответственно при втором, третьем и четвертом ремонтных размерах будут значения: 050, 075, 100. Отличить шатунные вкладыши от коренных просто. На верхних коренных вкладышах (кроме среднего) выполнены кольцевые канавки. Кроме того, вкладыши коленвала средней опоры шире остальных. Шатунные вкладыши коленвала все одинаковые и взаимозаменяемые, диаметр шатунных вкладышей меньше диаметра коренных. Для увеличения площади контакта на шатунных вкладышах нет кольцевых канавок
Устанавливаем в проточки постели пятого коренного подшипника упорные полукольца канавками к коленвалу. Полукольца изготавливаются нормальной толщины (2,310—2,360 мм) и увеличенной (2,437—2,487 мм)
Проверяем осевой зазор между упорными полукольцами и упорными поверхностями коленвала, который должен быть в пределах 0,06—0,26 мм. Если зазор превышает максимально допустимый (0,35 мм), заменяем упорные полукольца новыми, увеличенными на 0,127 мм.
Смазываем шатунные и коренные шейки коленвала моторным маслом и устанавливаем коленчатый вал в блок цилиндров
В соответствии с метками устанавливаем крышки коренных подшипников и затягиваем болты их крепления моментом 68,4—84,3 Нм. Проверяем свободное вращение коленвала
Устанавливаем на коленвал шатуны с вкладышами и крышками. Затягиваем гайки креплений моментом 43,4—53,5 Н-м.
Устанавливаем на автомобиль поддон картера двигателя
Устанавливаем на блок цилиндров держатель с сальником
Установка остальных снятых деталей на автомобиль выполняется в обратной последовательности
Регулируем натяжение цепи грм
Регулируем натяжение ремня привода генератора
На карбюраторном двигателе автомобиля проверяем и при необходимости регулируем угол опережения зажигания
Создать учетную запись
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Рекомендуем посмотреть:
Установка шатунных вкладышей ваз 2106
Полукольца коленвала ваз 2106 размеры
Технологическая карта разборки двигателя ваз 2106
Установка коренных вкладышей ваз 21213
Переборка двигателя нива шевроле
Установка поршневых колец ваз 2110 8 клапанов
Шлифовка коренных шеек коленвала с люнетом 01
Проверки и измерения коленвала
См. также Устройство коленвала
Установите крышку коренного подшипника.
Измерьте осевой зазор коленвала.
Если зазор не соответствует норме, замените упорный подшипник или коленчатый вал так, чтобы получился указанный осевой зазор.
Стандартный осевой зазор: 0,22–0,45 мм.
Рис. 2.165. Измерение осевого зазора коленвала
Максимальный осевой зазор: 0,55 мм.
Измерение величины биения коленвала
Снимите крышку коренного подшипника.
Измерьте величину биения коленвала.
Если величина биения коленвала превышает максимум, замените коленчатый вал.
Рис. 2.166. Измерение величины биения коленвала
Максимальное биение: 0,05 мм.
Измерение диаметров шеек коленвала
Рис. 2.167. Измерение диаметров шеек коленвала
Измерьте диаметры шейки вала в направлениях X и Y в двух точках (A и B), как показано на рисунке 2.167.
Если диаметры не соответствуют норме, замените коленчатый вал или прошлифуйте коренные шейки и установите подшипники меньшего ремонтного размера.
Максимальная овальность: 0,05 мм.
Максимальная овальность: 0,05 мм
Коренная шейка
Размер подшипника
Стандартный диаметр, мм
Стандарт
51,980-52,000
0,25 уменьшенный
51,730-51,750
Максимальная овальность: 0,05 мм.
Палец кривошипа
Размер подшипника
Стандартный диаметр, мм
Стандарт
49,980-50,000
0,25 уменьшенный
49,730-49,750
Максимальная овальность: 0,05 мм
Измерение радиального зазора в коренных подшипниках коленвала
Установите крышку коренных подшипников и коленчатый вал.
Поместите отрезки калиброванной пластмассовой проволоки сверху на шейки вала, расположив их вдоль оси.
Установите крышку коренных подшипников и блок цилиндров.
Снимите крышку коренных подшипников.
Рис. 2.168. Измерение радиального зазора в коренных подшипниках
Измерьте радиальный зазор в коренных подшипниках (рис. 2.168).
Если зазор превышает максимум, замените коренной подшипник, используя таблицу выбора коренного подшипника, или прошлифуйте коренную шейку и установите подшипник увеличенного размера так, чтобы был обеспечен указанный зазор.
Нормальный зазор: 0,019–0,035 мм
Максимальный зазор: 0,10 мм
Размер подшипника
Цвет
Толщина вкладыша, мм
Стандарт
Зеленый
2,506-2,509
0,25 увеличенный
2,628-2.634
0,50 увеличенный
2.753-2,759
Проверка бокового зазора шатуна
Установите крышку шатуна.
Рис. 2.169. Измерение бокового зазора нижней головки шатуна
Измерьте боковой зазор нижней головки шатуна (рис. 2.169).
Если боковой зазор нижней головки шатуна превышает максимум, замените поршень, поршневой палец, поршневое кольцо и шатун в сборе.
Рис. 2.170. Место установки калиброванной пластмассовой проволоки
Поместите отрезки калиброванной пластмассовой проволоки сверху на шейки распредвала, расположив их вдоль оси ().
Установите шатунный подшипник и крышку шатуна.
Снимите крышку шатуна.
Измерьте радиальный зазор шатуна.
Если зазор не соответствует норме, замените шатунный подшипник или прошлифуйте шатунную шейку коленвала и используйте подшипники увеличенного размера так, чтобы был обеспечен указанный зазор.
Нормальный зазор: 0,026–0,052 мм
Максимальный зазор: 0,10 мм
Размер подшипника
Цвет
Толщина вкладыша, мм
Стандарт
Зеленый
1,496-1,502
0,50 увеличенный
1,748-1,754
0.25 увеличенный
1,623-1,629
Проверка болтов
Рис. 2.171. Измерение длины болта
Измерьте длину каждого болта (рис. 2.171).
Замените все болты, длина которых превышает максимальную.
Длина L
Болт
Стандарт, мм
Максимум, мм
Болт крепления головки блока цилиндров
149.0— 150,0
150,5
Шатунный болт
44,7-45,3
46,0
Болт крепления крышки коренных подшипников
110,0-110,6
111,3
Механическая обработка коленчатых валов [ править | править код ]
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
Материал и способы получения заготовок для коленчатых валов [ править | править код ]
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др [1] . Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле.
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Литые заготовки коленчатых валов изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке [2] .
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы всегда изготовляют стальными.
Когда могут потребоваться ремонтные размеры коленвалов?
Прежде всего, давайте рассмотрим различные виды возникающих дефектов, а также причины их появления. Если нарушена геометрия посадочных мест под опорные подшипники блока, следует ожидать быстрого износа шеек. Иными словами, если наблюдается данный процесс, причина, скорее всего, именно та, что указана выше, либо в некачественном материале самого вала. Из-за некачественного масла или нерегулярной его замены на шейках могут появиться задиры, также источником данной неприятности может стать засорившийся масляный фильтр, либо, что совсем уже плохо – слабое давление в системе.
Но наиболее частый вид повреждений – царапины на шейках (не путайте их с трещинами из-за усталости металла, при появлении которых приходится менять деталь). Возникают такие дефекты из-за продолжительной эксплуатации вала, кроме того, причина может крыться в засорении масла инородными частицами. При этом обращайте внимание на глубину царапин, мелкие, до 5 микрон, могут быть заполированы, а вот более значительные требуют шлифовки, в результате чего приходится переходить на следующие ремонтные размеры коленвалов. Иногда, при сильном износе поверхности, деталь уменьшается сразу на 2 размера.
Теория ДВС: Мотор 21213 с коленом 2130
Термическая и химико-термическая обработка валов [ править | править код ]
Коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя (стали регламентируемой прокаливаемости 55ПП, 60ПП). Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше) [1] . Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
При ремонте коленчатых валов используются также методы напыления, в том числе — плазменного. При этом твёрдость поверхностного слоя может повышаться даже выше заводских значений (для закалки ТВЧ), а заводские диаметры шеек восстанавливают до нулевого размера.
 Читайте также:
Читайте также:












